



| имя: | SWL SD200 |
|---|---|
| Name: | SWL SD200 |
| Branch pipe size: | 20-200 |
| Main pipe size: | 63-infinite |
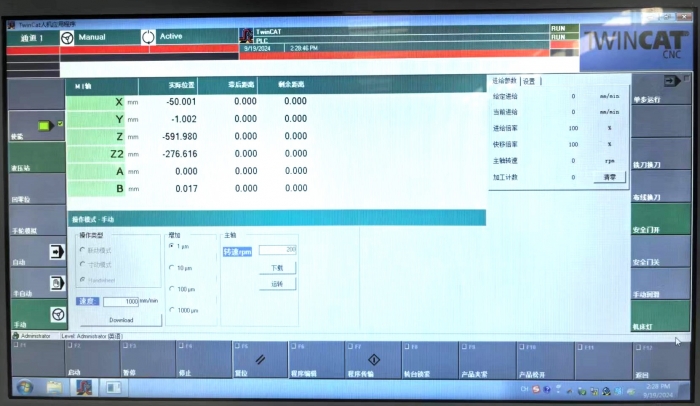
| System: | Germany beckhoff |
| имя: | SWL SD200 |
|---|---|
| Name: | SWL SD200 |
| Branch pipe size: | 20-200 |
| Main pipe size: | 63-infinite |
| System: | Germany beckhoff |
 Send Email
Send Email Allen Hao
Allen Hao Manager
Manager QQ-Allen
QQ-Allen
Germany system beckhoff twin cat system - tapping tee wire laying machine -tapping saddle wire laying machine
SWL SD200 Wiring Equipment of Electrofusion Saddle
In view of the shortcomings of traditional electrofusion saddle fittings, our company began to research and develop saddle-shaped arc surface wiring equipment in 2014. After many tests and public relations, we completed the development of the wiring data module programming software and equipment in 2018. Our company enjoys the independent development intellectual property rights of this data module programming software and equipment, which are introduced as follows:
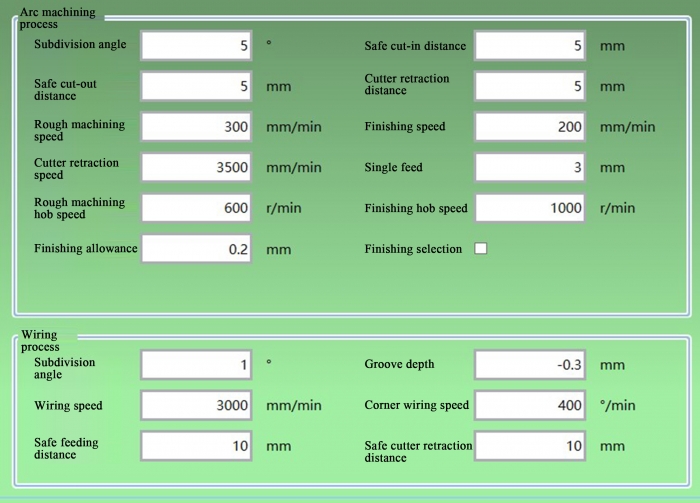
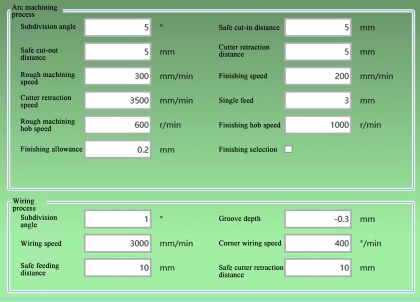
2. Data module programming software: With the parametric control, professional programmers are not needed to program the equipment, and the corresponding value is only filled in the database on the computer installed with the data module programming software according to the requirements for product size, the data module will automatically generate the corresponding machining program, and the generated program can be imported into the equipment through the wire or USB flash disk to complete the product programming.
3. According to the specification of fitting and product structure, the clamping method of the product is designed. CNC control system ensures the best production period and repeatability.
4. The wireless handwheel control mode is used to facilitate production and operation.
5. The example diagram of parameter filling is as follows:
Rear Wiring Steps of Electrofusion Saddle Fitting
Step 1: cutting the arc surface of the saddle fitting to the required size by a mechanical hob;
Step 2: placing the cut arc surface into the copper wire for heating;
Step 3: shaping the internal surface of the fitting with heating copper wire placed.
This production technology is completed during one clamping of wiring machine.
※ Wiring Principle
The saddle fitting is connected to a special tool, and the cutter moves according to the prepared trajectory of a 5-axis CNC linkage program to form a continuous pitch; when the wiring cutter moves, the plastics on the fitting surface are cut, the cut plastics is turned up towards both sides of the cutter under the action of the cutter, the heating copper wire is buried in the spiral groove while cutting and turning up the plastics, and the plastic cut and turned up is closed by the pressing wheel of the wiring cutter, so that the copper wire buried in the spiral groove is closed under the internal surface of the fitting.
※ Advantages of Rear Wiring Technology
First, For the electrofusion saddle fitting manufactured by the machining technology, the metal resistance wire is not wound on a thin-walled gasket, and then placed in an injection mold for secondary injection molding, and an integral saddle fitting blank is obtained by one-step injection molding, thus simplifying the flow of the existing technology and improving the production efficiency of products.
Second, The electrofusion saddle fitting manufactured by the machining technology has the advantages that the diameter of the obtained saddle arc is accurate, the arc surface is flat, the product is formed by one-step injection molding, and the integral electrofusion saddle fitting does not have a cold and hot melting interface caused by the secondary injection molding, thus improving the product quality and being beneficial to the electrofusion welding quality of the piping system.
Third, the product wiring is controlled by a CNC system. During the production of products with the same specification, the length of metal resistance wires is consistent, the individual difference in product resistance is small, and the resistance is uniform.
Fourth, the production technology of the fitting is easy to adjust, and CNC parametric control is used.
Fifth, the copper wire embedded in the fitting is placed by cold working. The placed copper wire is not subject to any relaxation force, and the copper wire is not easy to be fallen off (warped).